Contact Us Now
We are here to help!
Our team has exceptional technical knowledge to quickly assist you!

Benchtop Design, 22L, Temperature Only Or Climate (Temp & Humidity) Test Chambers. Single phase power

Floor Standing Temp Only or Climate Test Chambers, From 64L to 1200L, Temp Up To -70 Dec C to 180 Deg C

Walk-In Temp Only or Climate Test Chambers, Up to 24 cbm, Temp Up To -70 Dec C to 180 Deg C, Humidity 20~98%rh

The Xenon Test Chamber can hold 27 pieces samples, not only has spray function ,but also can control the relative humidity of working room. .

The UV Light Accelerated Aging Test Chamber's fluorescent lamps simulate the critical short-wave UV and realistically reproduce the physical property damage caused by sunlight

Ideal choice for battery and battery module testing. These temperature test chambers are available with or without humidity

Thermal Shock chambers are designed to give quick transitions between a HOT and COLD temperature zones. Available in vertical, horizontal and liquid models.

Suitable for dust testing of outdoor lamps, household appliances, auto parts and other electronic and electrical products.

High Pressure Water Spray Test chamber IPx9K is suitable for the IPX9K waterproof level test of the product.

Temperature and altitude condition tests in a combined test chamber to meet multiple test requirements at the same time

For the test application of satellites, rockets, airplanes or helicopters

Product name : Benchtop Temperature Humidity Test Chamber
Model ST-22-40(H)
Testing room (volume) 22 L
Internal dimension 300×300×250 mm(W x H x D)
External dimension 440×740×780 mm(W x H x D)
Lighting 120w*1
Light swich 1 pcs
Lead Hole Size/Qty ∅ 50mm*2
Emergency Stop switch 1 pcs next to the controller
Door swich 1 pcs
Warning light 1 pcs top of the chamber
Control software 1 pcs
Temperature Working Range
Temperature range -40℃~+150℃
Temperature fluctuation ±0.3℃
Temperature uniformity 2.5℃
Temperature deviation
±1.5℃ Based on GB/T5170-2016)
When the set temperature is stable, each measuring point in the working space measures the deviation of the maximum temperature and the minimum temperature from the set temperature within the specified time.
Temperature deviation includes upper temperature deviation and lower temperature deviation.
Temperature change rate
Heating rate:
3.0℃/min
Cooling rate:
1.0℃/min
Load capacity 20KG
Humidity working range
Humidity range 30.0%RH~95.0%RH
Humidity change fluctuation ±3.0% RH
Humidity deviation
≤±3%R.H(Humidity <75%RH)
≤±5%R.H(Humidity >75%RH)
Measuring Method Capacitive type Humidity Sensor
Dew point temperature range -12℃~+88.7℃
| Model | Filling Capacity | Product Types | Production Rate | # |
|---|---|---|---|---|
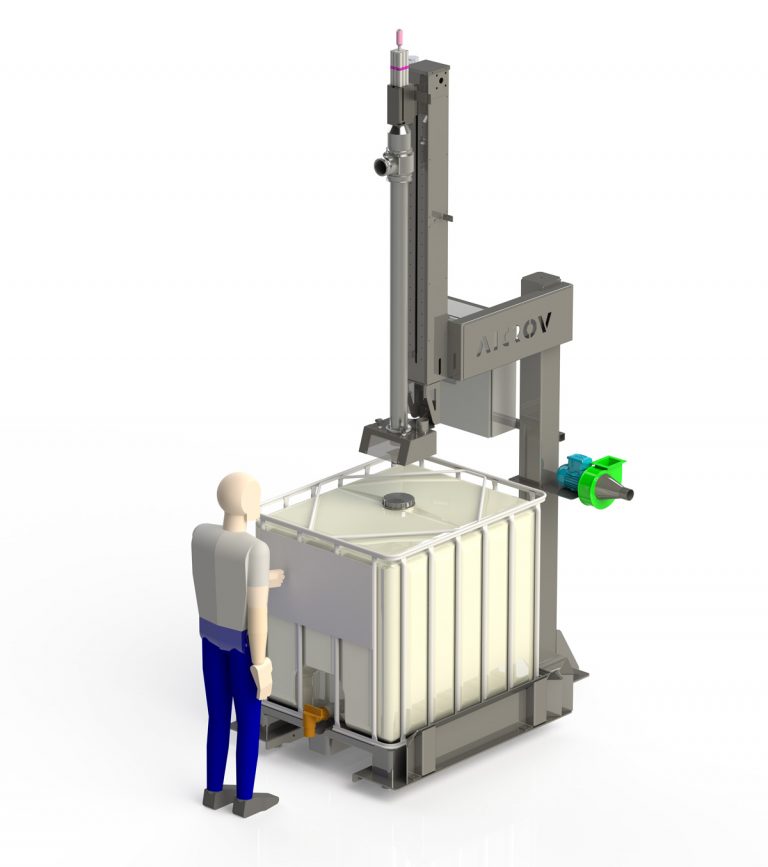
| LSG | 1L to 60L | Chemicals, Petrochemicals, Fertilisers, Food, Lubricants, Solvents, Corrosive Liquids, Flammable Liquids | Up to 150 containers/hour (25 liters) | Enquiry |
Whenever drums need to be filled, the use of filling equipment is inevitable.
These semi or fully automatic drum filling system are widely acknowledged by various industries such as Chemical, Food, Edible Oil, Paints and Lubricant & Pharmaceutical.
Volume : 8m³ to 24m³
Internal dimensions W×H×Dmm : 2000*2000*2000 mm to 3000*2000*4000mm
External dimensions W×H×Dmm: 4000*2350*2650 to 5000*2350*4850 mm
Temperature&Humidity range : -70~+100℃ (+150℃/+180℃) / 20~98%rh
Temperature&Humidity fluctuation ≤±2°C / ≤±3%rh
Temperature uniformity 1.5°C
Temperature change rate : Heating rate:3.0°C/min Cooling rate:2.0°C/min
Allowable heat load : Test area temperature:+20°C 8000 W

The inner chamber material is made of SUS#304 stainless steel with 1.2mm thickness. Full welding structure, its sealing is very well and it’s not easy to get cracked.
The external material is made of cold-rolled plate with 1.5mm thickness, it has gone through brushing, polishing, painting treatment, it’s not easy to get scratched.
The insulation material is made of polyurethane foam with thicknessof 100mm.
The door seal adopts double silicon rubber sealing material.
The observation window is 4 layers of tempered glass, the size you can choose by yourself.
In addition, in order to prevent frosting on the observation window when running low temperature, we setup a heating wires inside to get it di-frosting.
Compressors equipped with world famous brand such as Tecumseh (France made), Bitzer or GEA BOCK (Germany made).
Shock absorption and noise reduction process,slow down the vibration, protect the compressor.
The new pipe bending technology: The bending process can minimize the connector point and make refrigerant flow more efficiently.
It applies Denmark DANFOSS and Japanese SAGLNOMIYA solenoid valves to improve the overall reliability of the equipment.
Contact Us to talk with technical experts or to get a quick quotation now.
| Model | SWT/08/70(H) | SWT/12/70(H) | SWT/18/70(H) | SWT/24/70(H) |
| Volume | 8m³ | 12m³ | 18m³ | 24m³ |
| Internal dimensions W×H×Dmm | 2000*2000*2000 | 2000*2000*3000 | 3000*2000*3000 | 3000*2000*4000 |
| External dimensions W×H×Dmm | 4000*2350*2650 | 4000*2350*3650 | 5000*2350*3650 | 5000*2350*4850 |
| Temperature&Humidity range | -70~+100℃ (+150℃/+180℃) / 20~98%rh | |||
| Temperature&Humidity fluctuation | ≤±2°C / ≤±3%rh | |||
| Temperature uniformity | 1.5°C | |||
| Temperature change rate | Heating rate:3.0°C/min Cooling rate:2.0°C/min | |||
| Allowable heat load | Test area temperature:+20°C | |||
| 8000 W | ||||
Whenever drums need to be filled, the use of filling equipment is inevitable.
These semi or fully automatic drum filling system are widely acknowledged by various industries such as Chemical, Food, Edible Oil, Paints and Lubricant & Pharmaceutical.

Xenon Lamp:Three 1.8KW xenon lamps(imported from America);
Filter:Daylight filter (Also can choose extended UV filter or window glass filter);
Lamp Lifetime: Near 1,500 hours;
Exposure Area:2,800 cm2 (can put 27 standard samples 150mm×70mm) ;
Adjustable Irradiance Range:
0.3~1.0 W/m2 (Single point of control:340nm)
0.5~1.8 W/m2 (Single point of control:420nm)
30 W/m2~120 W/m2 (Full spectrum :from 300~400nm);
Controlling Irradiance Point:340nm or 420nm or 300nm~400nm(show at the same time);
Adjustable Black Panel Temperature Range:RT+20℃~90℃;
Adjustable relative humidity of working room:30%~75%(Light);50%~95%(Dark)
Contact Us to talk with technical experts or to get a quick quotation now.
| Model | SX/2800/H |
| Light Source | Three 1.8KW air-cooled xenon lamps imported from the United States |
| Lamp Rated Life | Normal service life is about 3000 hours |
| Filter | Daylight filter (window glass filter or UV extension filter also available) |
| Effective Exposure Area | 2800cm2 (25 samples of 150mm×70mm can be put in at one time) |
| Irradiance Monitoring Method | 340nm or 420nm or 300nm~400nm(show at the same time) |
| Irradiance Setting Range | 30W/m2~90W/m2(300nm~400nm)or 0.3 W/m2~0.75 W/m2(@ 340nm)or 0.5 W/m2~1.35 W/m2(@ 420nm) |
| External Dimensions | 970mm×920mm×1850mm(length x width x height) |
| The maximum power of the whole machine | 6 KW |
Whenever drums need to be filled, the use of filling equipment is inevitable.
These semi or fully automatic drum filling system are widely acknowledged by various industries such as Chemical, Food, Edible Oil, Paints and Lubricant & Pharmaceutical.

Total instrument power: 1.2 KW
Test time setting range: 1h~99,999h
Spray time setting range: 1min~99,999min
Setting range of spray interval time: 1min~99,999min
Rated lamp life: 1000h
Lamp radiation energy (new): 0.9W/m2 (UVA); 0.7W/m2 (UVB)
The shortest distance between the tube wall and the sample: 50 mm
Contact Us to talk with technical experts or to get a quick quotation now.
| Model | # | |||
|---|---|---|---|---|
| Enquiry |
Whenever drums need to be filled, the use of filling equipment is inevitable.
These semi or fully automatic drum filling system are widely acknowledged by various industries such as Chemical, Food, Edible Oil, Paints and Lubricant & Pharmaceutical.

The inner chamber material is made of SUS#304 stainless steel with 1.2mm thickness. Full welding structure, its sealing is very well and it’s not easy to get cracked.
The external material is made of cold-rolled plate with 1.5mm thickness, it has gone through brushing, polishing, painting treatment, it’s not easy to get scratched.
The insulation material is made of polyurethane foam with thicknessof 100mm.
The door seal adopts double silicon rubber sealing material.
The observation window is 4 layers of tempered glass, the size you can choose by yourself.
In addition, in order to prevent frosting on the observation window when running low temperature, we setup a heating wires inside to get it di-frosting.
Compressors equipped with world famous brand such as Tecumseh (France made), Bitzer or GEA BOCK (Germany made).
Shock absorption and noise reduction process,slow down the vibration, protect the compressor.
The new pipe bending technology: The bending process can minimize the connector point and make refrigerant flow more efficiently.
It applies Denmark DANFOSS and Japanese SAGLNOMIYA solenoid valves to improve the overall reliability of the equipment.
MP10 module has motor over-heating protection (with LED indicator), exhaust temperature over-heating protection (requires optional temperature monitoring probe and LED indicator), power indicator, alarm function.
Contact Us to talk with technical experts or to get a quick quotation now.
| Model | ST/64/70/EP | ST/180/70/EP | ST/340/70/EP | ST/600/70/EP | ST/1000/70/EP |
| Volume | 64L | 180L | 340L | 600L | 1000l |
| Internal dimensions W×H×Dmm | 400*400*400 | 580*750*450 | 750*750*600 | 800*950*800 | 1000*1000*1000 |
| External dimension W×H×Dmm | 640*1688*1305 | 780*1800*1570 | 950*1800*1885 | 1115*2000*1930 | 1200*2050*1780 |
| Temperature range | -70~+100℃ (+150℃/+180℃) | ||||
| Temperature fluctuation | ±0.3°C | ||||
| Temperature deviation | 1.5°C | ||||
| Temperature change rate | Heating rate:3.0°C/min Cooling rate:2.0°C/min | ||||
| Standard configuration | Explosion-proof chain, Status indicator, Safety door lock, Independent over-temperature protector, Emergency stop, Refrigeration systems pressure gauge , Customised controller,Cable port x 2, Ethernet interface | ||||
| Security options | Sample surface temperature probe, Explosion-proof pressure relief port, Water sprinkler, CO2 fire extinguishing device, Electronic combination lock, Explosion-proof mesh for observation window, Gas monitoring system (H2/CO) GN2 purge, Fireproof coating, Video monitoring | ||||
Whenever drums need to be filled, the use of filling equipment is inevitable.
These semi or fully automatic drum filling system are widely acknowledged by various industries such as Chemical, Food, Edible Oil, Paints and Lubricant & Pharmaceutical.

SONACME thermal shock test chamber complies with various test specifications, including Mil-Std 810, Mil-Std 883, IEC 60068-2-14, JEDEC and various commercial test standards.
The two-zone thermal shock test chamber is very important to the MIL-STD 883 test standard. With Sonacme Technology’s LOW GWP (Global Warming Potential) technology, our test chamber can provide up to 40% energy saving and R-449A refrigerant.
The inner chamber material is made of SUS#304 stainless steel with 1.2mm thickness. Full welding structure, its sealing is very well and it’s not easy to get cracked.
The external material is made of cold-rolled plate with 1.5mm thickness, it has gone through brushing, polishing, painting treatment, it’s not easy to get scratched.
The insulation material is made of polyurethane foam with thicknessof 100mm.
The door seal adopts double silicon rubber sealing material.
The observation window is 4 layers of tempered glass, the size you can choose by yourself.
In addition, in order to prevent frosting on the observation window when running low temperature, we setup a heating wires inside to get it di-frosting.
Compressors equipped with world famous brand such as Tecumseh (France made), Bitzer or GEA BOCK (Germany made).
Shock absorption and noise reduction process,slow down the vibration, protect the compressor.
The new pipe bending technology: The bending process can minimize the connector point and make refrigerant flow more efficiently.
It applies Denmark DANFOSS and Japanese SAGLNOMIYA solenoid valves to improve the overall reliability of the equipment.
MP10 module has motor over-heating protection (with LED indicator), exhaust temperature over-heating protection (requires optional temperature monitoring probe and LED indicator), power indicator, alarm function.
Contact Us to talk with technical experts or to get a quick quotation now.
| Model | SS/50/65/3 | SS/100/65/3 | SS/200/65/3 | SS/300/65/3 | SS/500/65/3 | SS/1000/65/3 |
| Volume | 50L | 100L | 200L | 300L | 500L | 1000L |
| Internal Dimensions W×H×Dmm | 350*400*350 | 450*500*450 | 650*460*670 | 960*460*670 | 960*650*800 | 1100*900*1000 |
| External dimensions W×H×D mm | 1330*2010*1524 | 1450*2050*1650 | 1650*2050*1900 | 1980*2050*2000 | 1980*2250*2400 | 2050*2250*2400 |
| High temperature range | +60 to +200°C | |||||
| Temperature Heating Time | Ambient temperature to +200°C within 15 minutes | |||||
| Low temperature range | A: –40 to 0°C, B: –55 to 0°C, C: –65 to 0°C | |||||
| Cooling Time | Ambient temperature to -75°C | |||||
| within 40 minutes | within 45 minutes | within 50 minutes | ||||
| Test Area Load-bearing Capacity | 30KG | 50KG | 100KG | |||
| System | Experiment with damper switching | |||||
Whenever drums need to be filled, the use of filling equipment is inevitable.
These semi or fully automatic drum filling system are widely acknowledged by various industries such as Chemical, Food, Edible Oil, Paints and Lubricant & Pharmaceutical.

Sonacme Technology Sand and Dust Test Chamber complies with IEC60529:1989 +A1:1999 +A2:2013 “Degrees of protection provided by enclosures (IP Code)”, GB4208-2008 “Enclosure Protection Level (IP Code)” 13.4, 13.5 clauses and diagrams 3 and GB7000.1 “Part of Lamps: General Requirements and Tests” 9.2.1, 9.2.2 and the requirements of Figure 6.
The inner chamber material is made of SUS#304 stainless steel with 1.2mm thickness. Full welding structure, its sealing is very well and it’s not easy to get cracked.
The external material is made of cold-rolled plate with 1.5mm thickness, it has gone through brushing, polishing, painting treatment, it’s not easy to get scratched.
The insulation material is made of polyurethane foam with thicknessof 100mm.
The door seal adopts double silicon rubber sealing material.
The observation window is 4 layers of tempered glass, the size you can choose by yourself.
In addition, in order to prevent frosting on the observation window when running low temperature, we setup a heating wires inside to get it di-frosting.
Contact Us to talk with technical experts or to get a quick quotation now.
| Model | SSD/500 | SSD/1000 | SSD/2000 |
| Volume | 500L | 1000L | 2000L |
| Internal Dimension W*H*D(mm) | 800*800*800 | 1000*1000*1000 | 1000*2000*1000 |
| External Dimension W*H*D(mm) | 1450*1700*1000 | 1650*1900*1200 | 1650*2900*1200 |
| Dustfall form | Free fall dust type :The dust is blown to 1/5 of the tank top by centrifuge to make it free settling | ||
| Dust blowing:Bottom air blast , three grades pressure is adjustable | |||
| Standard configuration | With dust drying device, vibrator, sample holder, observation window (door) | ||
| Safety protection | Overload breaking protection, earthing protection, etc. | ||
Whenever drums need to be filled, the use of filling equipment is inevitable.
These semi or fully automatic drum filling system are widely acknowledged by various industries such as Chemical, Food, Edible Oil, Paints and Lubricant & Pharmaceutical.
Capacity: 64L-1000L
Internal Dimension WxHxD : 400*400*400 to 1000*1000*1000mm
External Dimension: 640*1688*1305 to 1200*2050*1780mm
Weight: 400kg to 860kg
Test Area Load bearing capacity: 30Kg to 100Kg
Temperature & Humidity Range: 70~+100℃ (+150℃/+180℃) / 10~98%rh
Temperature & Humidity Fluctuations: ±0.3°C / ±2.5%rh
Temperature uniformity : 1.5°C
Temperature change rate : Heating rate:3.0°C/min Cooling rate:2.0°C/min
Appearance material : Using 1.5mm thick FC advanced electrolytic plate + spray anti-corrosion
Test area material : 1.2mm thick SUS304 stainless steel

Structural:
Sonacme Temperature Humidity Test Chambe inner chamber material is made of SUS#304 stainless steel with 1.2mm thickness. Full welding structure, its sealing is very well and it’s not easy to get cracked.
The external material is made of cold-rolled plate with 1.5mm thickness, it has gone through brushing, polishing, painting treatment, it’s not easy to get scratched.
The insulation material is made of polyurethane foam with thicknessof 100mm.
The door seal adopts double silicon rubber sealing material.
The observation window is 4 layers of tempered glass, the size you can choose by yourself.
In addition, in order to prevent frosting on the observation window when running low temperature, we setup a heating wires inside to get it di-frosting.
Refregeration
Compressors equipped with world famous brand such as Tecumseh (France made), Bitzer or GEA BOCK (Germany made).
Shock absorption and noise reduction process,slow down the vibration, protect the compressor.
The new pipe bending technology: The bending process can minimize the connector point and make refrigerant flow more efficiently.
It applies Denmark DANFOSS and Japanese SAGLNOMIYA solenoid valves to improve the overall reliability of the equipment.
Contact Us to talk with technical experts or to get a quick quotation now.
| Model | ST/64/70(H) | ST/180/70(H) | ST/340/70(H) | ST/600/70(H) | ST/1000/70(H) |
| Capacity | 64L | 180L | 340L | 600L | 1000L |
| Internal dimensions W×H×Dmm | 400*400*400 | 580*750*450 | 750*750*600 | 800*950*800 | 1000*1000*1000 |
| Extemal dimensions W×H×Dmm | 640*1688*1305 | 800*1800*1570 | 950*1800*1885 | 1000*2000*1930 | 1200*2050*1780 |
| Weight | 400kg | 520kg | 640kg | 740kg | 860kg |
| Test area load-bearing capacity | 30KG | 50KG | 80KG | 100KG | |
| Temperature & Humidity Range | -70~+100℃ (+150℃/+180℃) / 10~98%rh | ||||
| Temperature & Humidity Fluctuations | ±0.3°C / ±2.5%rh | ||||
| Temperature uniformity | 1.5°C | ||||
| Temperature change rate | Heating rate:3.0°C/min Cooling rate:2.0°C/min | ||||
| Appearance material | Using 1.5mm thick FC advanced electrolytic plate + spray anti-corrosion | ||||
| Test area material | 1.2mm thick SUS304 stainless steel | ||||
Whenever drums need to be filled, the use of filling equipment is inevitable.
These semi or fully automatic drum filling system are widely acknowledged by various industries such as Chemical, Food, Edible Oil, Paints and Lubricant & Pharmaceutical.

The low-pressure test chamber is also designed to meet many stringent MIL STD and RTCA test requirements. Sonacme Technology provides high and low temperature and low air pressure test chambers for simultaneous temperature/altitude testing from on-site altitude to 65,000 feet.
DEF STAN 0035 3-11 (High temperature, low pressure)
DEF STAN 0035 3-12 (High temperature, low pressure)
DEF STAN 0035 3-13 (low temperature and pressure)
MIL-STD-810G METHOD 500.5 Procedure I
MIL-STD-810G METHOD 500.5 Procedure II
MIL-STD-810G METHOD 500.5 Procedure III
RTCA/DO-160C
The inner chamber is fully welded from 2mm thick SUS304 stainless steel plate. The advantage of full welding is that it has good sealing and is not easy to crack.
The outer wall adopts 10mm thick HRS steel plate, and adopts a detachable plate structure in the appropriate position, which is convenient for future maintenance and repair of the insulation interlayer of the cabinet; the metal plate is cleaned and treated with corrosion-resistant and anti-rust paint.
The insulation material is made of polyurethane automatic mechanical foaming, and the thickness of the insulation layer is 150 mm.
The door is sealed with double-layer silicone sealing material, which has a good sealing effect.
Compressors equipped with world famous brand such as Tecumseh (France made), Bitzer or GEA BOCK (Germany made).
Shock absorption and noise reduction process,slow down the vibration, protect the compressor.
The new pipe bending technology: The bending process can minimize the connector point and make refrigerant flow more efficiently.
It applies Denmark DANFOSS and Japanese SAGLNOMIYA solenoid valves to improve the overall reliability of the equipment.
MP10 module has motor over-heating protection (with LED indicator), exhaust temperature over-heating protection (requires optional temperature monitoring probe and LED indicator), power indicator, alarm function.
Contact Us to talk with technical experts or to get a quick quotation now.
| Model | SAT/250/70(H) | SAT/500/70(H) | SAT/1000/70(H) | SAT/2000/70(H) |
| Volume | 250L | 500L | 1000L | 2000L |
| Internal Dimension W*H*D(mm) | 550*600*700 | 700*800*900 | 1000*1000*1000 | 1400*1200*1200 |
| External Dimension W*H*D(mm) | 2000*1060*1900 | 2500*1260*2050 | 2720*1460*2130 | 3150*1650*2050 |
| Temperature Control Range | -70℃~180℃ | |||
| Humidity Control Range | 20.0%RH~98.0%RH ( work under atmospheric humidity) | |||
| Pressure range | Normal pressure ~ 0.5kpa(500pa) | |||
| Safety | Adjustable over temperature protection, heater dry burning over temperature protection, humidifier dry burning, over temperature protection, automatic stop operation when troubles occur. Leakage protection function cuts off main power supply | |||
| Power supply | 380V AC 50/60Hz | |||
Whenever drums need to be filled, the use of filling equipment is inevitable.
These semi or fully automatic drum filling system are widely acknowledged by various industries such as Chemical, Food, Edible Oil, Paints and Lubricant & Pharmaceutical.

The low-pressure test chamber is also designed to meet many stringent MIL STD and RTCA test requirements. Sonacme Technology provides high and low temperature and low air pressure test chambers for simultaneous temperature/altitude testing from on-site altitude to 65,000 feet.
DEF STAN 0035 3-11 (High temperature, low pressure)
DEF STAN 0035 3-12 (High temperature, low pressure)
DEF STAN 0035 3-13 (low temperature and pressure)
MIL-STD-810G METHOD 500.5 Procedure I
MIL-STD-810G METHOD 500.5 Procedure II
MIL-STD-810G METHOD 500.5 Procedure III
RTCA/DO-160C
The inner chamber is fully welded from 2mm thick SUS304 stainless steel plate. The advantage of full welding is that it has good sealing and is not easy to crack.
The outer wall adopts 10mm thick HRS steel plate, and adopts a detachable plate structure in the appropriate position, which is convenient for future maintenance and repair of the insulation interlayer of the cabinet; the metal plate is cleaned and treated with corrosion-resistant and anti-rust paint.
The insulation material is made of polyurethane automatic mechanical foaming, and the thickness of the insulation layer is 150 mm.
The door is sealed with double-layer silicone sealing material, which has a good sealing effect.
The inner chamber is fully welded from 2mm thick SUS304 stainless steel plate. The advantage of full welding is that it has good sealing and is not easy to crack.
The outer wall adopts 10mm thick HRS steel plate, and adopts a detachable plate structure in the appropriate position, which is convenient for future maintenance and repair of the insulation interlayer of the cabinet; the metal plate is cleaned and treated with corrosion-resistant and anti-rust paint.
The insulation material is made of polyurethane automatic mechanical foaming, and the thickness of the insulation layer is 150 mm.
The door is sealed with double-layer silicone sealing material, which has a good sealing effect.
Contact Us to talk with technical experts or to get a quick quotation now.
| Model | SAT/250/70(H) | SAT/500/70(H) | SAT/1000/70(H) | SAT/2000/70(H) |
| Volume | 250L | 500L | 1000L | 2000L |
| Internal Dimension W*H*D(mm) | 550*600*700 | 700*800*900 | 1000*1000*1000 | 1400*1200*1200 |
| External Dimension W*H*D(mm) | 2000*1060*1900 | 2500*1260*2050 | 2720*1460*2130 | 3150*1650*2050 |
| Temperature Control Range | -70℃~180℃ | |||
| Humidity Control Range | 20.0%RH~98.0%RH ( work under atmospheric humidity) | |||
| Pressure range | Normal pressure ~ 0.5kpa(500pa) | |||
| Safety | Adjustable over temperature protection, heater dry burning over temperature protection, humidifier dry burning, over temperature protection, automatic stop operation when troubles occur. Leakage protection function cuts off main power supply | |||
| Power supply | 380V AC 50/60Hz | |||
Whenever drums need to be filled, the use of filling equipment is inevitable.
These semi or fully automatic drum filling system are widely acknowledged by various industries such as Chemical, Food, Edible Oil, Paints and Lubricant & Pharmaceutical.

The inner chamber material is made of SUS#304 stainless steel with 1.2mm thickness. Full welding structure, its sealing is very well and it’s not easy to get cracked.
The external material is made of cold-rolled plate with 1.5mm thickness, it has gone through brushing, polishing, painting treatment, it’s not easy to get scratched.
The insulation material is made of polyurethane foam with thicknessof 100mm.
The door seal adopts double silicon rubber sealing material.
The observation window is 4 layers of tempered glass, the size you can choose by yourself.
In addition, in order to prevent frosting on the observation window when running low temperature, we setup a heating wires inside to get it di-frosting.
Contact Us to talk with technical experts or to get a quick quotation now.
Whenever drums need to be filled, the use of filling equipment is inevitable.
These semi or fully automatic drum filling system are widely acknowledged by various industries such as Chemical, Food, Edible Oil, Paints and Lubricant & Pharmaceutical.
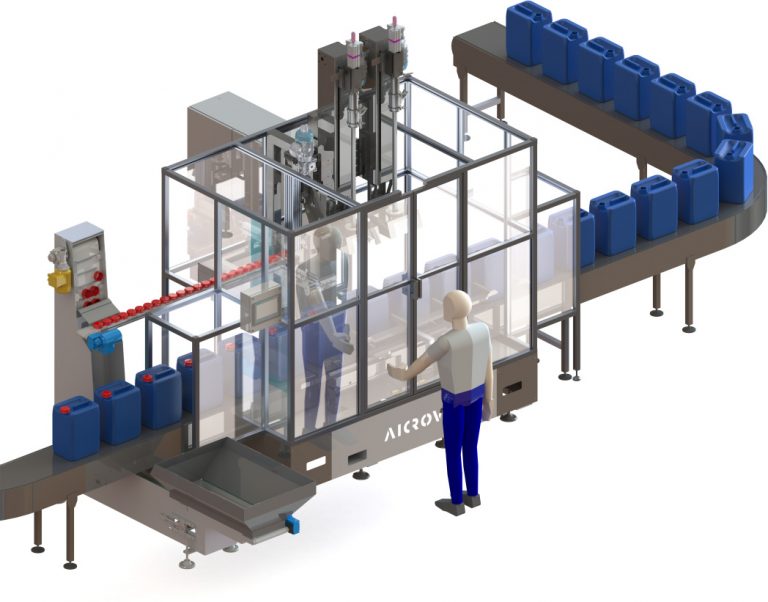
Robotic Fully automated machine for weighted and production line filling of 120 to 1,500 liter drums, cans, barrels and IBCs on pallets.
The model is designed for high productions featuring a high level of automation and much flexibility in changing the type of container.

Automatic filling (below product surface, below bunghole, over bunghole), automatic feeding and evacuation of containers, automatic alignment of the filling nozzle and the bunghole, automatic debunging, bunging and sealing, quick set up and configuration, for long scale productions, interchangeable filling nozzle, available in ATEX Certificate.
Productivity: Up to 150 drums/hour (200ltr)
Weight: 3,000Kg
Weighing accuracy: 500gr
Power Supply: 3x380V + N + E, 50-60Hz
Air Supply: 6 bar, 400 Nl/Cycle max
Accessories: Gas hood extraction and anti-drip system, product hose holding arm, overfill control, nozzle detection, remote access system, infeed/outfeed conveyors, proportional filling, product pump control, automatic earthing system, cleaning station, external flushing system, nozzles storage rack, protection for conveyors against forklifts, centering guides.
Contact Us to talk with technical experts or to get a quick quotation now.
| Model | # | |||
|---|---|---|---|---|
| Enquiry |
Whenever drums need to be filled, the use of filling equipment is inevitable.
These semi or fully automatic drum filling system are widely acknowledged by various industries such as Chemical, Food, Edible Oil, Paints and Lubricant & Pharmaceutical.











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}